HSK Form A
HSK Form B
HSK Form C
HSK Form E
HSK Form F
HSK Form A
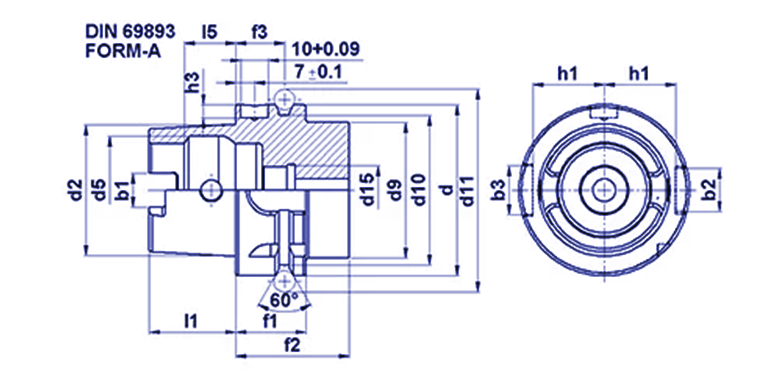
Standard type for use on milling machines and machining centres with automatic tool change. Also suitable for manual tool change.
| HSK – d | b1 ±0.04 | b2 H10 | b3 H10 | d2. | d5 | d9 max | d10 -0.1 | d11 -0.1 | d15 | JP -0.1 | f2 min | f3 ±0.1 | h1 -0.2 | h3 +0.2 | l1 -0.2 | l5 JS10 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 50 | 10.54 | 12 | 14 | 38.009 | 32 | 40 | 43 | 59.3 | M16X1 | 26 | 42 | 18 | 21 | 5.1 | 25 | 14.13 | |
| 63 | 12.54 | 16 | 18 | 48.01 | 40 | 50 | 55 | 72.3 | M18X1 | 26 | 42 | 18 | 26.5 | 5 | 32 | 18.13 | |
| 100 | 20.02 | 20 | 22 | 75.013 | 63 | 80 | 92 | 109.75 | M24X1.5 | 29 | 45 | 20 | 44 | 4.9 | 50 | 28.56 | |
HSK Form B
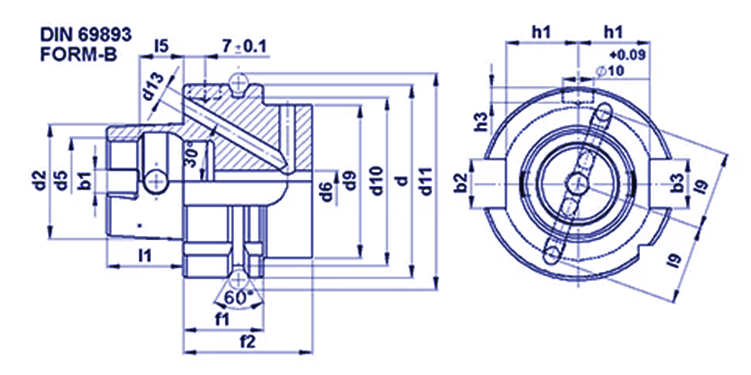
Coolant supply through the flange Enlarged flange diameter for rigidity Drive slots are in the flange For use on milling machines and lathes Machining centres with automatic tool change.
| HSK – d | b1 ±0.04 | b2H10 | b3 H10 | d2. | d5 | d9 max | d10 -0.1 | d11 -0.1 | d13 | d6 max | f1 -0.1 | f2 min | f3 ±0.1 | h1 -0.2 | h3 +0.2 | l1 -0.2 | l5 JS10 | l9 -0.2 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 63 | 10.54 | 16 | 18 | 38.009 | 25.5 | 53 | 55 | 72.3 | 25 | 6.8 | 26 | 42 | 18 | 25 | 5 | 25 | 14.13 | 25 |
| 80 | 12.54 | 18 | 20 | 48.01 | 32 | 68 | 70 | 88.8 | 32 | 8.4 | 26 | 42 | 18 | 31.5 | 4.9 | 32 | 18.13 | 32 |
| 125 | 20.02 | 25 | 28 | 75.013 | 50 | 111 | 117 | 134.75 | 50 | 12 | 29 | 45 | 20 | 50 | 4.8 | 50 | 28.56 | 50 |
HSK Form C
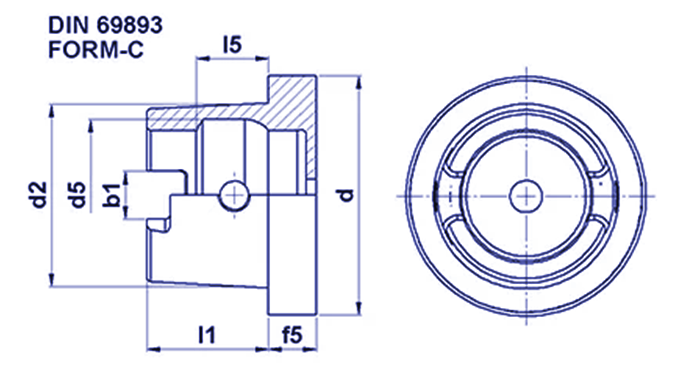
| HSK – d | b1 ±0.04 | d2. | d5 | l1 -0.2 | l5 JS10 | f5 |
|---|---|---|---|---|---|---|
| 50 | 10.54 | 38.009 | 40 | 25 | 14.13 | 12.5 |
| 63 | 12.54 | 48.01 | 32 | 32 | 18.13 | 12.5 |
| 100 | 20.02 | 75.013 | 63 | 50 | 28.56 | 16 |
HSK Form E
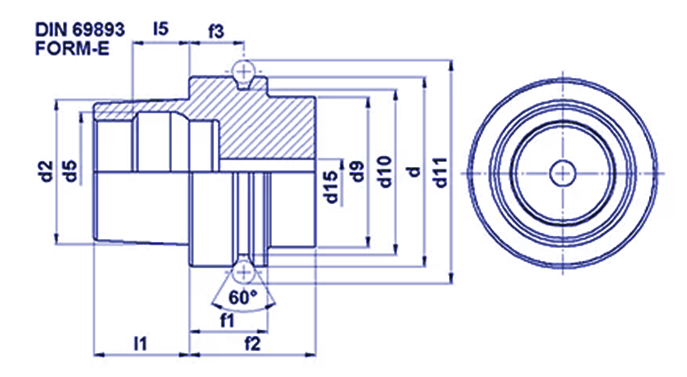
| HSK d | d2. | d5 H11 | d9 max | d10 -0.1 | d11 -0.1 | d15 max | JP -0.1 | f2 min | f3 ±0.1 | l1 -0.2 | l5 JS10 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 50 | 38.009 | 32 | 40 | 43 | 59.3 | 6.8 | 26 | 42 | 18 | 25 | 14.13 |
| 63 | 48.01 | 40 | 50 | 55 | 72.3 | 8.4 | 26 | 42 | 18 | 32 | 18.13 |
HSK Form F
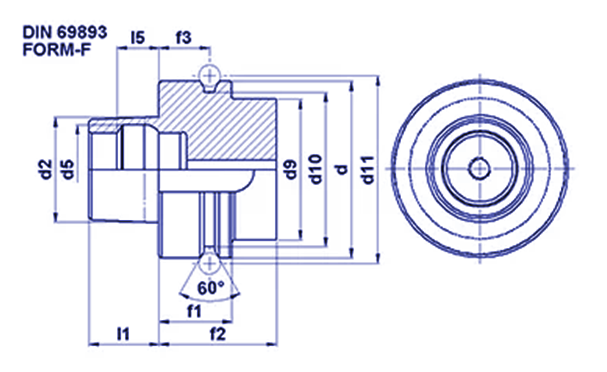
| HSK – d | d2. | d5 | d9 max | d10 -0.1 | d11 -0.1 | JP -0.1 | f2 min | f3 ±0.1 | l1 -0.2 | l5 JS10 |
|---|---|---|---|---|---|---|---|---|---|---|
| 63 | 38.009 | 32 | 50 | 55 | 72.3 | 26 | 42 | 18 | 25 | 14.13 |